Consejos para la instalación de cojinetes de motor
Las mediciones de los cojinetes, siempre se deben tomar a 90 grados de la línea de separación para determinar la holgura mínima. Si mide el espesor de la pared del cojinete, use un micrómetro especial con un yunque de bola para adaptarse a la curvatura de la identificación del cojinete. La mejor manera de determinar la holgura del cojinete es medir la identificación del cojinete con los cojinetes instalados en la carcasa y los pernos apretados con el par de apriete especificado
Use un medidor de diámetro interior para medir la identificación del cojinete a 90 grados de la línea de separación, luego restar el tamaño del eje de la identificación del cojinete para determinar la holgura. Si el medidor de diámetro de línea se pone a cero en el diámetro real del muñón del cigüeñal que se instalará, el medidor de diámetro de línea leerá directamente la holgura y se podrá eliminar el cálculo de la resta.
Aproximadamente .001" de holgura por pulgada de diámetro del eje es una buena regla general. Al aumentar eso en aproximadamente .0005" agregará un pequeño margen de seguridad al comenzar, especialmente para las varillas. Ejemplo: .001 "X 2.100 = .0021" luego agregue .0005 ", por lo que comienza la holgura establecida en .0026" para un eje 2.100.
Si es necesario realizar ajustes de la holgura, utilice una pieza de espacio libre adicional para obtener más holgura o una pieza de menor tamaño para reducir la holgura. Se permite mezclar tamaños si se desea un ajuste menor de .001". Cuando mezcle tamaños para un accesorio seleccionado: a) nunca mezcle partes que tengan más de .0005" de diferencia en el tamaño de la pared; b) y siempre instale el armazón de pared más grueso en la posición superior si instala un cojinete de varilla o la posición más baja si instala un cojinete principal. Cuando trabaje con un eje reacondicionado, siempre mida primero el ID del cojinete ensamblado. A continuación, tenga un tamaño de eje para producir la holgura deseada, ya que no hay piezas de espacio extra disponibles para ejes de tamaño inferior.
Cuando mida una identificación de cojinete o grosor de pared, evite medir desde la línea de separación. El diagrama ilustra que hay un alivio de línea de separación mecanizada en casi todas las cáscaras de cojinetes. Este alivio es para permitir cualquier desajuste entre las cubiertas superiores e inferiores debido a las diferencias de tolerancia, o posiblemente como resultado de un desplazamiento de la tapa o un giro durante el ensamblaje. Para determinar la excentricidad de la pared del cojinete o la ovalidad de la ID del cojinete ensamblado, mida en un punto al menos a 3/8"de distancia de la línea de separación.
Al instalar cualquier cojinete, NO INTENTES PULIR LA SUPERFICIE DE FUNCIONAMIENTO DEL COJINETE CON NINGUN TIPO DE ESTROPAJO O PAPEL ABRASIVO. Las capas del cojinete son extremadamente suaves y finas, normalmente de 0,0005"en piezas de alto rendimiento. Estas capas delgadas pueden dañarse fácilmente o ser eliminadas por un medio abrasivo, ya que la capa de recubrimiento está galvanizada, puede presentar nódulos chapados microscópicos que la hacen sentir un poco áspera. Los nódulos son del mismo material que el resto de la capa galvanizada y serán aplanados rápidamente por el eje. Las superficies de apoyo pueden ser ligeramente bruñidas con solvente y una toalla de papel si se desea.
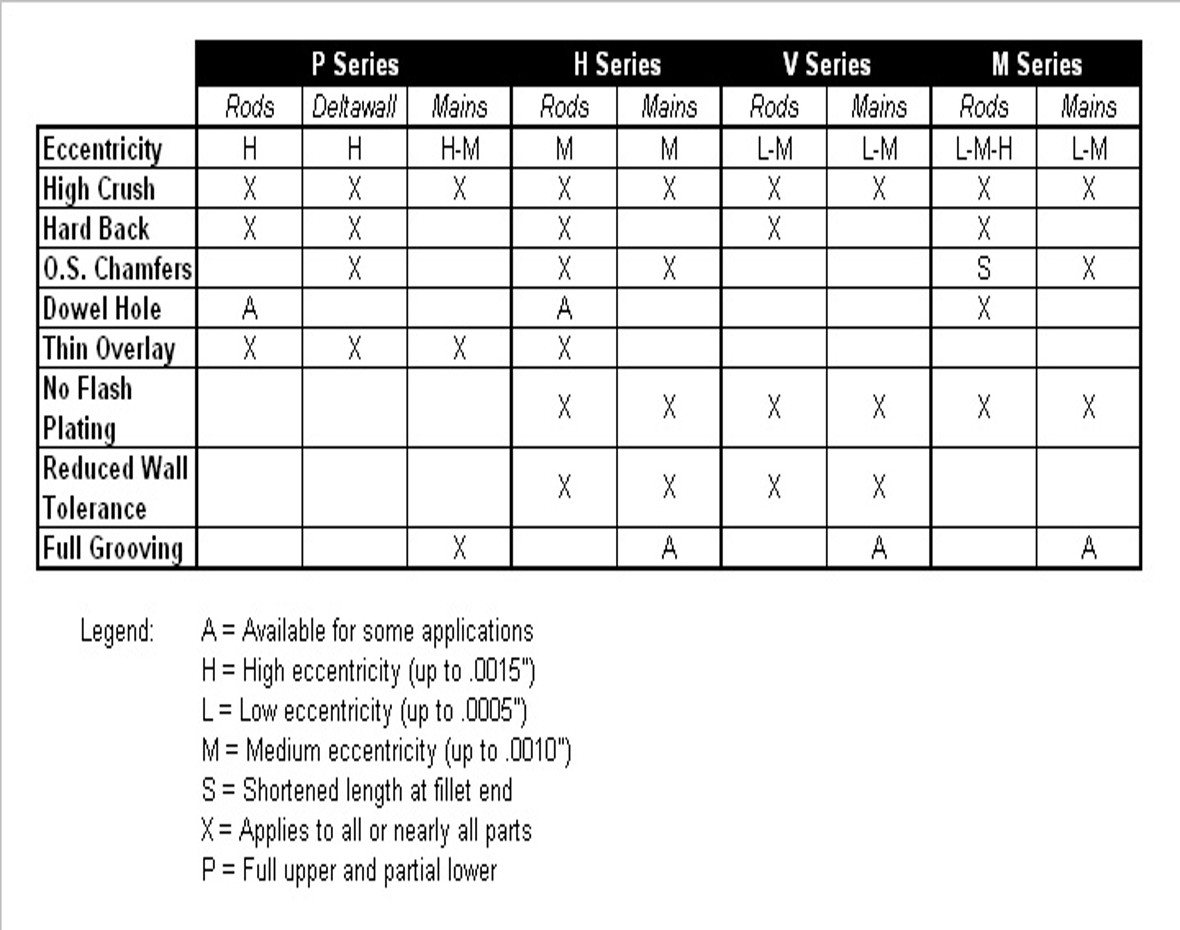
Llegar a la elección correcta de un cojinete de alto rendimiento para cualquier aplicación de carreras, es muy similar a determinar que holgura funciona mejor. A partir de experiencias pasadas, nuestro conocimiento del uso previsto, así como por sentido común, nos guían en la toma de una decisión inicial. A continuación podemos afinar el proceso de selección basado en los resultados. La información dada aquí está destinada a ayudar en la selección inicial, así como el proceso ajuste.
La siguiente tabla sirve como una breve descripción de las características incluidas en cada una de las series especiales Clevite® de cojinetes de alto rendimiento.